|
本帖最后由 铜牌杰瑞 于 2023-2-26 23:22 编辑 本页介绍如何改进您的 Delta 3D 打印机,以便您可以
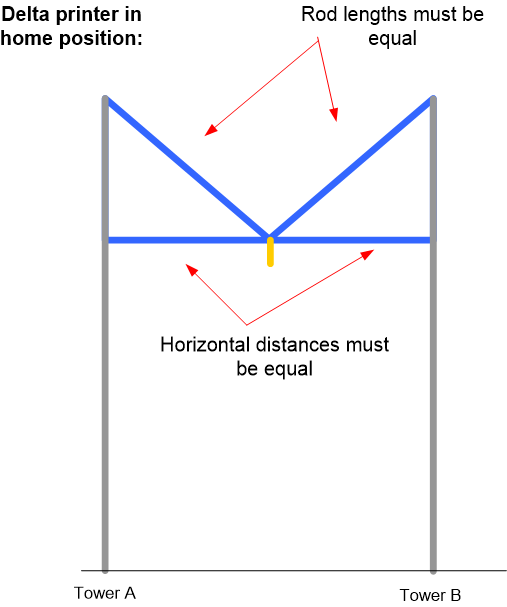
我正在使用“ Geeetech Delta Rostock mini G2s pro ”(170 x 200 毫米打印体积,0.4 毫米喷嘴)和Marlin 固件,使用下面描述的步骤。 本文介绍如何提高打印机的位置精度。此外,您可以通过提高打印机的挤出机精度来提高整体打印精度。 打印精度是什么意思? 示例:让我们打印一个 60mm x 10mm x 2mm 的立方体 (x/y/z)。你可以在这里下载。 现在测量立方体。它是否恰好有 60mm x 10mm x 2 mm?(在我的例子中它有 62mm x 8mm x 1.8mm,所以在最坏的情况下我有 2mm 的精度)。因此,让我们获得更高的精度! 1. 一般校准思路 Delta 打印机基本上由三个三角形组成(位于 A、B、C 塔)。我们要做的是让所有三角形的大小相等。看这张图(这里只展示了A塔和B塔): 由于打印机的固件只知道杆长 ( DELTA_DIAGONAL_ROD ) 和一个三角形的水平距离(对于打印机处于原位的情况) ( DELTA_SMOOTH_ROD_OFFSET ),它们必须相等。为了更好地理解,对于给定的笛卡尔点 XYZ,固件如何根据毕达哥拉斯定理计算塔 A 的步进电机位置(其他塔相应计算): stepper_tower_a = sqrt( sq(DELTA_DIAGONAL_ROD ) - sq( -SIN_60 * DELTA_RADIUS - cartesian_x) - sq( -COS_60 * DELTA_RADIUS - cartesian_y) ) + cartesian_z(注意:固件所需的 DELTA_RADIUS 将由 DELTA_SMOOTH_ROD_OFFSET 间接计算——我们将在下面进一步正确地获得这些值) 那么让我们开始校准吧。 2. 验证您的步进电机塔运动是否已校准 这是一项预检查,仅用于查看您的步进电机是否得到正确控制。固件需要知道一个单位 (mm) 的 Delta 步进电机应该移动多少步 ( DEFAULT_AXIS_STEPS_PER_UNIT )。让您的打印机回到原位。然后使用此 g 代码在串行控制台上输出当前步进电机位置(步数): M114 输出是:X、Y、Z(毫米笛卡尔),然后是X、Y、Z(毫米步进) 现在将 Z 位置(如果将 XY 轴保持在原始位置,这也是塔的位置)向下移动 100 毫米,并再次输出步进电机位置。步进电机的位置应该改变了移动的毫米数。如果不是,请调整固件中的值DEFAULT_AXIS_STEPS_PER_UNIT 。 注意:您可以在此处计算理论值。DEFAULT_AXIS_STEPS_PER_UNIT = 80的示例:
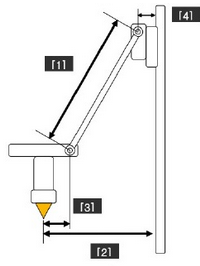
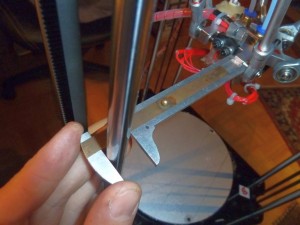
3. 校准三角杆长度 确保所有对角线杆(塔 A、B、C)的长度完全相同[1]。如果不是,请调整它们。我的调整前有1-2mm的公差。 在固件 (Marlin) 中设置测得的杆长 (mm) 值: #define DELTA_DIAGONAL_ROD 198 4. 校准 delta 中心 将机器置于原位(末端位置),使打印头居中。确保所有杆(位于 A、B、C 塔)在原位时与其塔的水平距离完全相同[2]。使用末端停止调整,使水平距离 [2] 完全相同。每次调整后,再次将机器送回原位并进行测量。调整前我有1-2mm的公差。 接下来,我们需要为固件测量从中心点到塔[2](当打印机处于初始位置时)的准确距离。由于很难测量准确的距离,让我们反过来做(试错)。在你的床上放一些毫米纸,在你的打印机头上加一支笔,从中心点向每个方向 (x/y) 驱动 50 毫米。 移动的距离是否正确?如果不是,请一遍又一遍地调整固件 (Marlin) 中的距离 (mm),直到您的头移动到毫米纸上的正确距离: #define DELTA_SMOOTH_ROD_OFFSET 159 5.调整Z轴长度 在床上放一张纸,让打印机回到原位一次,然后确保z 轴零 (0) 正好在纸面上。调整床,使其在所有位置都处于水平状态。如果需要,在固件中调整 z 轴长度 (mm): #define MANUAL_Z_HOME_POS 203 就是这样——现在再次打印出一个测试对象并对其进行测量。校准前我的打印精度为 2mm (X/Y),校准后为 0.4mm ?祝你好运! |
DELTA(三角洲)3D打印机X/Y 校准
2422
0
0
0
正文